Have you ever given the unseen heroes who propel efficiency in the electricity generation sector any thought? The powerful Roots blowers, a device that is both dependable and ground-breaking in its impact, are among these unsung heroes.
What is a Roots Blower?
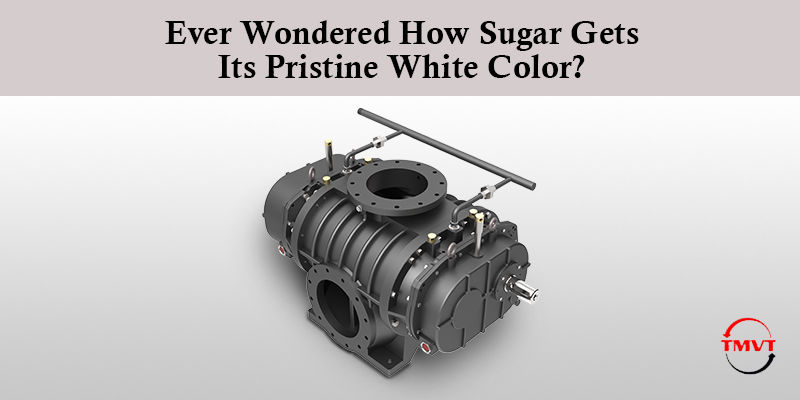
Roots blowers are rotary lobe compressors that generate pressurized or vacuum air for industrial processes. By utilizing positive displacement technology. Roots blowers work nonstop underneath the surface of power plants, supplying the steady flow of gases and air needed to produce energy. These blowers, which can be either twin-lobe-Roots blower or three-lobe Roots blower families, are the backbone of the system since they precisely flow gases and maintain pressure differentials.
Importance of Roots Blowers in Power Generation
Positive displacement blowers, also known as Roots blowers, are highly useful in power-generating applications because of their intricate design, which produces constant airflow and pressure levels. They are dependable, powerful machines with exceptional construction and operation that greatly improve overall operational efficiency.
The need for sophisticated Roots blowers is growing as the energy industry develops and places more emphasis on efficiency and sustainability. Because of their eco-friendly design and capacity to function flawlessly in harsh settings, they are crucial parts of contemporary power production facilities that aim for higher efficiency and lower carbon footprints.
Benefits of Using Roots Blowers in Power Generation Industries
However, what distinguishes Roots blowers and makes them the preferred option for increasing power generation efficiency?
Energy Efficiency: Their energy-efficient operation, minimal maintenance needs, and precise engineering hold the key to the solution.
Low Maintenance: Design and construction of Roots Type Blowers make them highly durable and require minimal maintenance, which is essential for industries like power generation where downtime can be costly.
Cost-effectiveness: Roots Type Blowers are essential for cutting operating costs and increasing output in power plants because of their high dependability and short downtime.
Reliability: Because of its strength and adaptability, the Roots-type blower is exceptional and may be used in a variety of power production applications. The energy sector favours the Roots blower because of its efficiency and versatility in material conveying, pneumatic conveying, and aeration processes
Choosing the Right Roots Blower for Your Power Plant
When choosing a reliable root blower, TMVT’s root blowers are a must. Pick the best Roots blower for power generation. Because of their experience and commitment to excellence, TMVT top Root Blower manufacturers in India make sure that every Roots blower is made in accordance with industry standards and particular customer needs, ensuring lifetime and peak performance.
Conclusion
Roots Blower journey in the power generation sector is one of tenacity, inventiveness, and effectiveness. Our lives are discreetly powered by these unsung warriors who make sure that electricity is produced sustainably and effectively. Even though their influence is not readily apparent, they have made an indisputable contribution to the energy sector, which will help to shape a more efficient and brighter future for all of us.
For inquiries about TMVT Roots Blowers and other industrial solutions contact us. Our team of experts is ready to assist you with any questions or requirements you may have