In modern wastewater treatment systems, maintaining proper oxygen levels is essential for effective biological processing. This is where Wastewater Treatment Blowers play a crucial role. At TMVT Industries, we design and manufacture high-performance blowers that ensure consistent aeration, improved efficiency, and long-term operational reliability. Air blowers for wastewater treatment are used to supply oxygen in aeration tanks, supporting biological processes that break down organic waste. These blowers ensure efficient oxygen transfer, reduce energy consumption, and improve overall treatment performance in STP and ETP systems.
Our advanced blower systems are engineered to meet the growing demands of municipal and industrial wastewater treatment plants, delivering optimal airflow with energy-efficient performance.
What are Wastewater Treatment Blowers?
In Wastewater Treatment, blowers are mechanical devices used to supply air or oxygen into water during the treatment process. These blowers are primarily used in aeration tanks, where oxygen is required to support the growth of aerobic microorganisms. These microorganisms break down organic matter, helping purify wastewater effectively.
Without proper aeration, the biological treatment process becomes inefficient, leading to poor water quality and increased environmental risks. That’s why selecting the right blower system is critical for any treatment plant.
Get Best Air Blower for Your STP – Contact TMVT
Importance of Blowers in Wastewater Treatment
Aeration is one of the most energy-intensive processes in wastewater treatment, often accounting for up to 60–70% of total plant energy consumption. High-quality Wastewater Treatment Blowers help optimize this process by delivering the required airflow efficiently.

Key Roles of Blowers:
- Supplying oxygen for biological treatment
- Maintaining proper mixing in aeration tanks
- Preventing sludge settling
- Enhancing microbial activity
- Improving overall treatment efficiency
TMVT blowers are designed to provide stable and continuous airflow, ensuring smooth plant operation and consistent treatment results.
Which Blower is Best for Wastewater Treatment?
Plant Type Recommended Blower
Small STP/ETP Twin Lobe Roots Blower
Medium Plant Tri Lobe Roots Blower
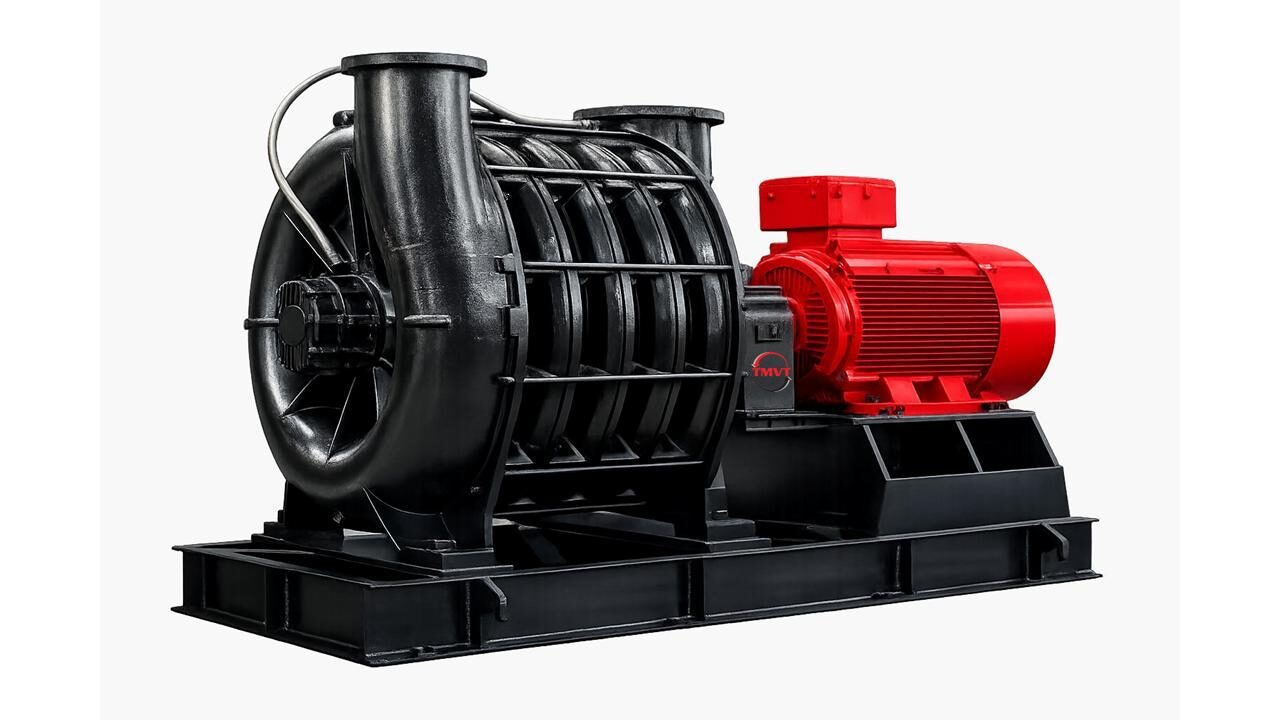
Large Industrial Plant Turbo / Centrifugal Blower
Energy Saving Upgrade Turbo or Screw Blower
Types of Wastewater Treatment Blowers Offered by TMVT
At TMVT Industries, we offer a range of blower technologies to suit different treatment requirements:
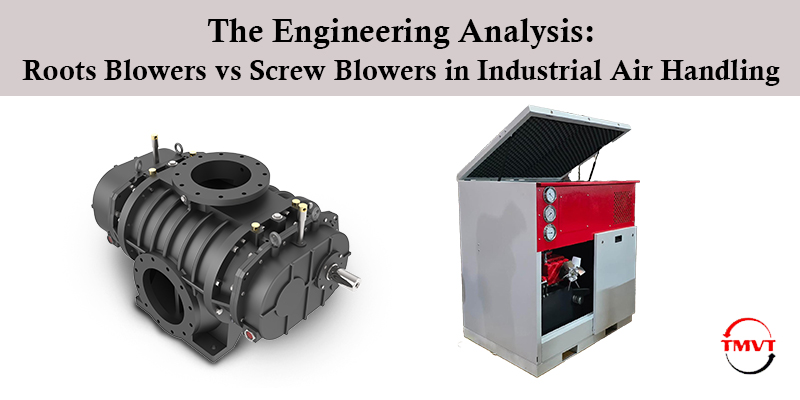
- Twin Lobe Roots Blowers
The twin lobe roots blowers are the most commonly used blowers in wastewater treatment plants. They deliver a constant volume of air and are ideal for low to medium pressure applications.
Features:
Robust design
Easy maintenance
Consistent airflow
Suitable for continuous duty
- Three Lobe Roots Blowers
3 lobe roots blowers is a advanced version of twin lobe blowers, these provide smoother airflow with reduced noise and vibration.
Advantages:
Higher efficiency
Lower pulsation
Quiet operation
Longer service life
- Turbo Blowers (High-Speed)
Turbo blowers are ideal for large-scale treatment plants requiring high efficiency and energy savings.
Benefits:
Energy savings up to 30–40%
Oil-free air delivery
Advanced control systems
Compact and modern design
Key Features of TMVT Wastewater Treatment Blowers
TMVT Industries focuses on delivering reliable and high-performance solutions. Our Wastewater Treatment Blowers come with:
- High efficiency and low power consumption
- Continuous duty operation capability
- Low noise and vibration levels
- Heavy-duty construction for durability
- Precision-engineered components
- Materials available is Cast Iron & SS304/316
- Easy installation and maintenance
- Custom-built solutions for specific applications
Each blower is tested for performance and reliability before delivery, ensuring consistent output in real-world conditions.
Applications of Wastewater Treatment Blowers
TMVT blowers are widely used across multiple industries and treatment systems, including:
- Sewage Treatment Plants (STP)
- Effluent Treatment Plants (ETP)
- Municipal wastewater facilities
- Chemical and pharmaceutical industries
- Textile and dyeing units
- Food and beverage processing plants
- Pulp and paper industries
These blowers are essential for any system where aeration and oxygen supply are critical for treatment efficiency.
How TMVT Blowers Improve Plant Performance
Choosing the right Wastewater Treatment Blowers can significantly impact operational efficiency and cost savings.
Improved Oxygen Transfer Efficiency
Our blowers deliver consistent airflow, ensuring optimal oxygen transfer for biological processes.
Energy Savings
With advanced engineering, TMVT blowers minimize energy consumption, reducing overall operating costs.
Reduced Maintenance
Durable construction and precision design result in fewer breakdowns and lower maintenance requirements.
Reliable Operation
Even in harsh industrial environments, TMVT blowers provide stable and uninterrupted performance.
Why Choose TMVT Industries?
TMVT Industries is a trusted name in the field of industrial blowers and wastewater treatment solutions. Our commitment to quality, innovation, and customer satisfaction sets us apart.
What Makes TMVT Different:
- 30+Years of industry experience
- Advanced manufacturing capabilities
- Custom-engineered solutions
- Competitive pricing
- Strong after-sales support
- PAN India service network
We don’t just supply equipment—we provide complete solutions tailored to your plant requirements.
“After Sales Support”
Maintenance Tips for Wastewater Treatment Blowers
To ensure long-term performance, proper maintenance is essential:
- Regular lubrication of moving parts
- Periodic inspection of filters and belts
- Monitoring vibration and noise levels
- Timely replacement of worn components
- Ensuring proper alignment and installation
TMVT also offers maintenance support and spare parts to keep your system running efficiently.
Future of Wastewater Treatment Blowers
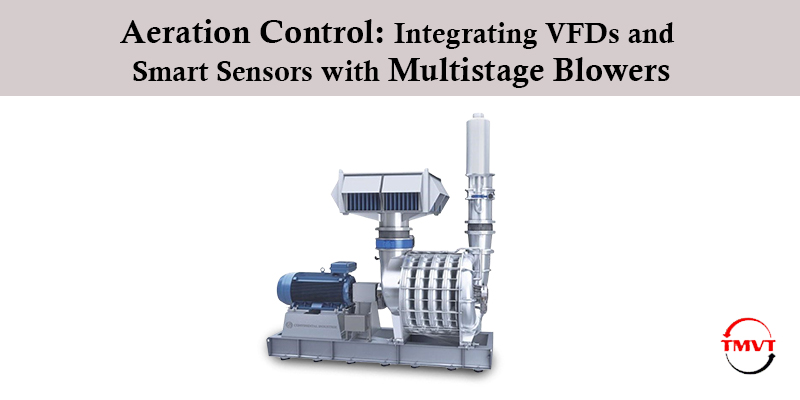
With increasing environmental regulations and the need for sustainable solutions, the demand for efficient Wastewater Treatment Blowers is growing rapidly. Innovations such as smart monitoring, automation, and energy-efficient turbo blowers are shaping the future of the industry.
TMVT Industries continues to invest in advanced technologies to provide next-generation solutions that meet evolving industrial needs.
Get the Best Wastewater Treatment Blowers for Your Plant
If you are looking to improve your wastewater treatment efficiency and reduce operational costs, TMVT Industries has the right solution for you.
Our expert team will help you choose the most suitable blower system based on your application, capacity, and budget.
Request Quote for Wastewater Blowers
Contact TMVT Industries today
Upgrade your aeration system with high-performance Wastewater Treatment Blowers designed for efficiency, reliability, and long-term value.
About TMVT Industries
TMVT Industries is one of India’s top and leading manufacturers of high-performance industrial blowers, Pneumatic conveying systems. We specialize in Twin & Tri Lobed Roots Blowers, Airfoil Bearing Turbo blowers, Magnetic Bearing Turbo blowers, Geared Turbo blowers, Screw Blowers, Liquid Ring Vacuum Pump, Mechanical Vacuum Boosters, High Vacuum Systems. TMVT provides customized solutions designed for high efficiency, low noise, and long service life. With a strong focus on innovation, quality and after sales service. TMVT Industries delivers reliable, energy-efficient solutions for industries like Wastewater treatment, Cement, Power, Steel, Sugar and Chemicals.